光纤激光切割机多少钱一台
发布:2021年07月11日编号:2056-1475778
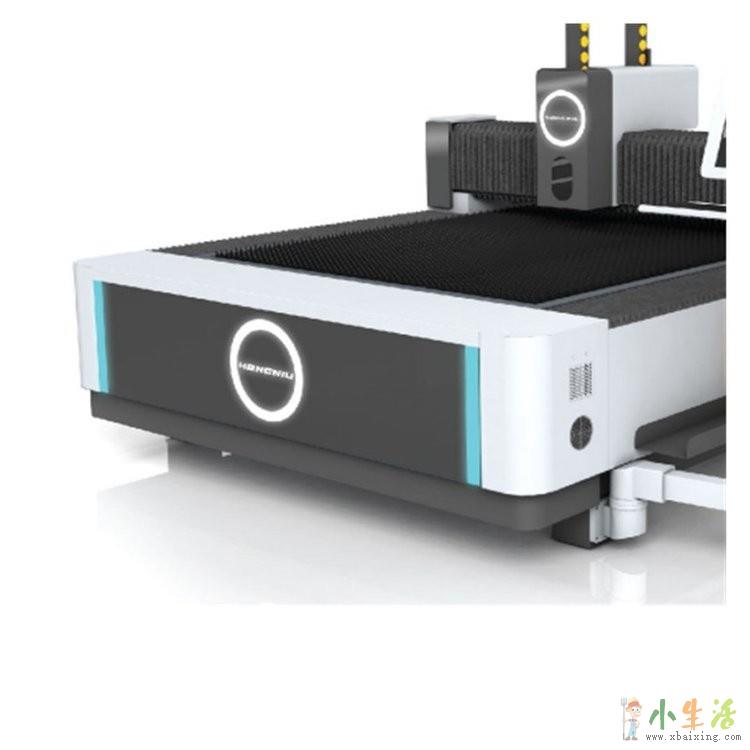
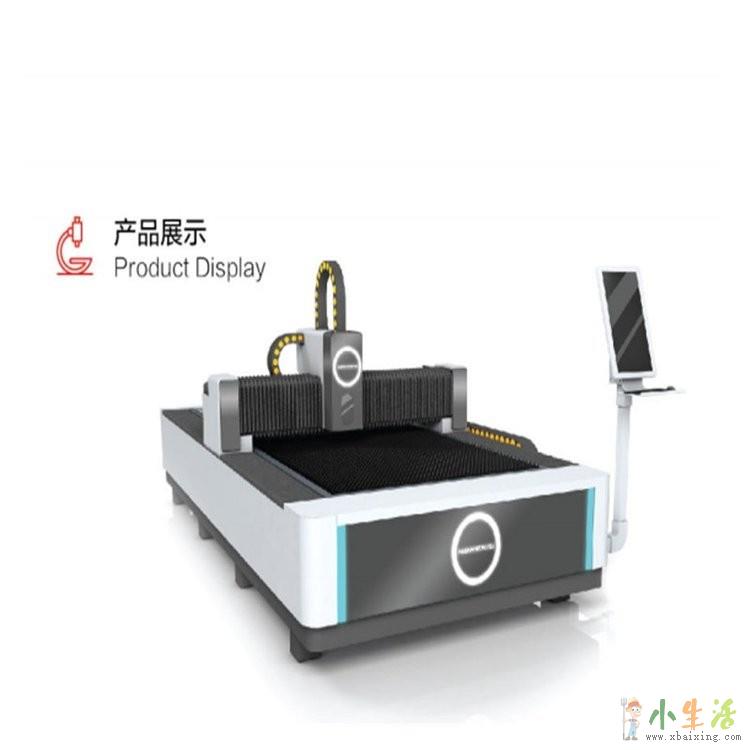
a.切割质量好小_生_活_网。由于激光光斑小,能量密度高,一次激光切割就能获得较好的切割质量。激光切割的割缝一般在0.1-0.2mm,热影响区宽度很小,切缝的几何形状好,切缝横截面呈现较为规则的矩形欢迎www.xbaixing.com。激光切割的切割面无毛刺,表面粗糙度R一般可到达12.5um以上,激光切割甚至作为最后一道加工工序,切割面一般不需要再加工即可直接进行焊接,零部件可直接使用。
b.切割速度快小+生+活+网。激光切割的速度比较快。例如采用2KV激光功率,8mm厚的碳钢切割速度为1.6m/min,2mm厚的不锈钢切割速度为3.5m/min.犹豫激光切割时,工件热影响区小,变形极小,不需要装夹固定,既可以节省装夹夹具,又节省了装夹等辅助时间xbaixing.com。
c.可切割材料的种类多。于氧-乙烷切割和等离子切割等切割方法比较,激光切割课切割的材料的种类较多,包括金属,非金属,金属基和非金属基复合材料等小~生~活~网。对于不同的材料,由于材料自身的热物理性能及对激光的吸收率不同,则表现出不同的激光切割适应性。



李姐回收冬虫夏草东阿阿胶微信号《138,1133,7577》冬虫夏草 九朝贡胶 5X极草含片,近期东阿阿胶,老阿胶 回收冬虫夏草 qq 59,388,9206 高价收购同仁堂总统牌70克90克礼盒燕窝,各种5A???6A级散装马来西亚燕窝。毛燕、燕条、燕碎、泰国洞燕。同仁堂虫草22.5克25克40克60克80克120克,专业回收山东东阿阿胶、北京同仁堂阿胶、福牌阿胶,价格面议。


桂林市在全市范围内回收以冬虫夏草为主导地位的礼品等不让您邮寄和快递我们一律登门面议:因为冬虫夏草价格昂贵怕挤压怕破损怕缺斤少两怕质量差别大怕图片影像与现货不符更怕丢失所以随身携带靠谱也包括[燕窝海参]

李姐回收冬虫夏草东阿阿胶微信号《138,1133,7577》冬虫夏草 九朝贡胶 5X极草含片,近期东阿阿胶,老阿胶 回收冬虫夏草 qq 59,388,9206 高价收购同仁堂总统牌70克90克礼盒燕窝,各种5A???6A级散装马来西亚燕窝。毛燕、燕条、燕碎、泰国洞燕。同仁堂虫草22.5克25克40克60克80克120克,专业回收山东东阿阿胶、北京同仁堂阿胶、福牌阿胶,价格面议。

桂林市巜回收冬虫夏草【包括市辖区、县乡镇、街道路】V13699122221话{同}号【公司简介】我们《青藏川冬虫夏草购销公司》始建于2008年,是一家集冬虫夏草的挖采、加工、储存、物流、终端购销[收购

李姐回收冬虫夏草东阿阿胶微信号《138,1133,7577》冬虫夏草 九朝贡胶 5X极草含片,近期东阿阿胶,老阿胶 回收冬虫夏草 qq 59,388,9206 高价收购同仁堂总统牌70克90克礼盒燕窝,各种5A???6A级散装马来西亚燕窝。毛燕、燕条、燕碎、泰国洞燕。同仁堂虫草22.5克25克40克60克80克120克,专业回收山东东阿阿胶、北京同仁堂阿胶、福牌阿胶,价格面议。
桂林市开锁l835845l7l4桂林市开锁修锁换锁芯公司服务电话桂林市象山区开锁修锁换锁芯服务桂林市七星区开锁修锁换锁芯服务桂林市叠彩区开锁修锁换锁芯服务桂林市秀峰区开锁修锁换锁芯服务1、开锁、换锁、

桂林市区1835845.1714开锁公司,全天24小时专人专车,及时为您上门解决“锁”有问题。服务项目:秀峰区开锁、修锁、换锁以及升级锁芯:同时对各种进口锁、国产锁、高级汽车锁、防盗门锁、各种档七星区

桂林/835845/7/4象山区开锁修锁象山区开锁换锁芯象山区开锁修锁换锁芯安装指纹密码锁芯电话叠彩区开锁公司叠彩区开锁大王叠彩区开锁电话秀峰区开锁公司秀峰区修锁服务秀峰区换锁芯电话开锁修锁换锁芯区及

桂林/835845/7/4秀峰区开锁公司开锁大王秀峰区修锁服务秀峰区换锁芯电话开锁修锁换锁芯区及周边乡镇范围内,汽车锁具突发故障时,专业人员可在约定时段内抵达现场。服务覆盖各类轿车、SUV、MPV及轻

桂林l83.5845.l7l4桂林市管道疏通桂林市管道清洗桂林市管道清淤桂林市抽化粪池桂林市市政管道清淤检测修复管道疏通秀峰区管道疏通管道清洗管道清淤抽化粪池七星区管道疏通管道清洗管道清淤抽化粪池叠彩